压铸件表面的收缩裂纹产生原因及解决方案缺陷:裂纹、撕裂纹、热裂纹产生原因: 产生原因很多,可能产生于铸件表面的收缩裂纹,也可能是铸件在模具中被拉裂产生的,也可能是开模时的机械应力产生的,也可能在铸件被 ...
|
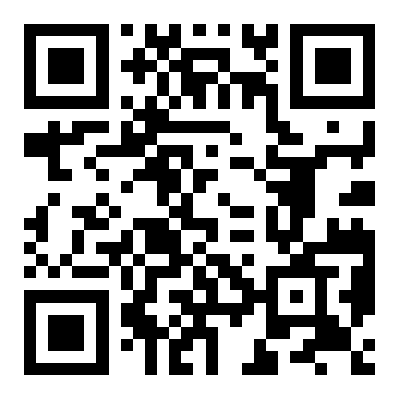
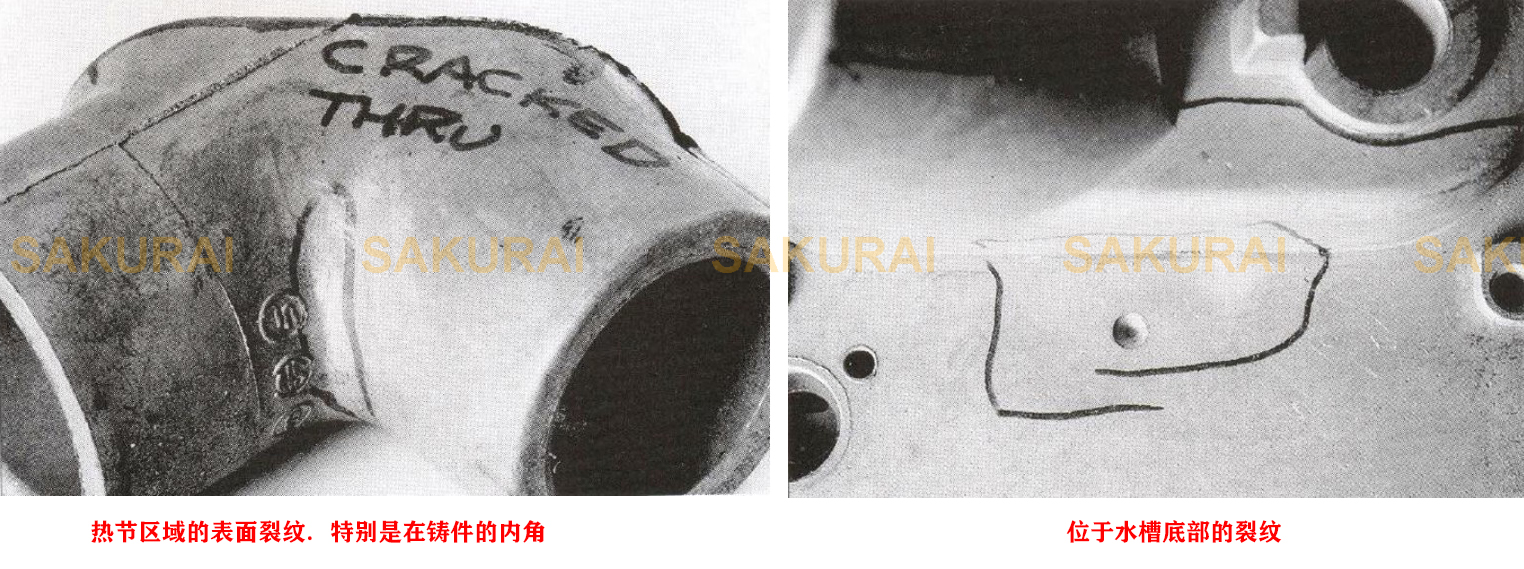
压铸件表面的收缩裂纹产生原因及解决方案 缺陷:裂纹、撕裂纹、热裂纹 产生原因: 产生原因很多,可能产生于铸件表面的收缩裂纹,也可能是铸件在模具中被拉裂产生的,也可能是开模时的机械应力产生的,也可能在铸件被顶出时或者清理毛边时产生的。 改善措施: 先判断是否由最常见的原因引起的: 1.收缩裂纹(表面缩松): * 裂纹断面被氧化 * 能够观察到明显的枝晶结构 2.如果裂纹是由缩松裂纹产生的: * 核查裂纹位置处过渡角是否合理 * 冷却热节处 * 加热周围温度较低的部位 * 对产生裂纹的这一区域在凝固时增加压力(参考第七章缩松部分,改善缩松的工艺这里也适用) 3.对于冷却时在模具中被拉裂的铸件(在冷却时和凝固后的应力裂纹)情况如下所示: * 在薄弱环节产生裂纹 * 在应力集中处产生裂纹 * 裂纹表面没有被氧化 4.如果裂纹是冷却时的应力产生的,可以: * 减小应力上升(尽可能增多加强筋) * 缩短保压时间 * 对于薄壁铸件,铸件比横浇道冷却快,此时可以冷却横浇道,提早顶出铸件 * 如果可能,增加铸件壁厚 * 如果料饼决定保压时间,对料饼进行冷却 * 如果可能,改变横浇道形状以提前顶出铸件 5.识别裂纹是由于机械应力还是由于开模时模具偏移产生的: * 通过厚壁或者型芯底部的裂纹识别-或者通过观察与定模相连的型芯或者铸件壁来识别 * 通常会有一些拉伤的痕迹 6.对于开模时由于模具的偏移而产生裂纹问题的改善措施: * 观察模具分离,找出模具偏移的证据(分离时动模向前下移) * 观察模具合模,如果导杆承受应力,在开模时铸件上很可能会有应力 * 在动模上安装模架 * 重新安装模具以便动模重新对准 * 如果需要,调整动模支撑板下的垫块 * 检查推杆压力,保证均匀锁定 * 检查连接条件,如有必要进行修复 * 检查推杆导套,如有必要进行修复 7.识别由于顶出产生的裂纹问题的原因: * 粘附作用通常存在 * 粘模问题是否存在 * 可视化的检查表明顶出不是平直和均匀的 * 减慢铸件顶出过程仔细观察发生了什么 8.顶出产生裂纹问题的改善措施: * 保证顶出动作是平直、有导向的,顶出过程中不要出现摇摆 * 确保没有粘附、拉拔或者卡壳等问题 * 缓慢平滑的顶出 * 确保滑块正常工作(没有磨损和摆动) 9.核查金属液成分 * 对铝合金而言,确保Fe、Cu、Si的比例和有效的Si变质
东莞市美雅化工有限公司20多年专注高端脱模剂研发和生产、辅料供应,助您买到环保好用的脱模剂产品。 全国脱模剂咨询热线:0769-22623512 更多脱模剂资讯请浏览官网:http://www.meiyahg.cn 樱井脱模剂(一个集复合材料、压铸、聚氨酯、金属、橡胶、EVA、PU等行业领域于一体的综合性专业采购脱模剂平台) |
Powered by Discuz! X3.5 Licensed© 2000-2023 www.meiyahg.cn( 粤ICP备20007749号-1 )















请发表评论